Comment les verres de lunettes sont-ils produits ?
Tout ce que vous vouliez savoir sur la fabrication des verres ZEISSLes verres sont l'élément le plus important des lunettes et jouent un rôle essentiel pour une vision optimale. Mais avant d'être insérés dans votre monture, ils passent par plusieurs étapes. MIEUX VOIR vous explique la fabrication des verres organiques et minéraux. De quoi les verres sont-ils faits ? Et quelle est la différence entre les verres individualisés et les verres de stock ?


Vous ne serez pas surpris d'apprendre que la fabrication des verres de lunettes commence par une visite chez un professionnel de la vision, qui émet une prescription et établit votre profil visuel personnel. L'opticien choisit ensuite un verre de lunettes adapté et détermine son centrage dans la monture que vous avez choisie. Ces facteurs sont importants et doivent être transmis au fabricant de verres optiques pour lui permettre de fabriquer des verres de lunettes personnalisés, optimisés individuellement. Mais que se passe-t-il ensuite ? Comment passe-t-on d'une analyse de la vision à des verres de lunettes modernes, fabriqués sur mesure ? Pour commencer, le fabricant produit un palet semi-fini. Vous avez le choix entre deux matériaux : le verre organique (résine) et le verre minéral (le « vrai » verre). Ces deux matériaux sont la base de vos futurs verres de lunettes.
Le processus de production des verres
Il existe essentiellement deux techniques de fabrication différentes : quel que soit le fabricant, les verres de précision individualisés – également appelés verres de prescription – sont presque toujours réalisés à l'aide de la technologie freeform. Il s'agit d'une technique de production innovante développée par ZEISS et utilisée aujourd'hui par tous les fabricants de verres optiques.
Les verres de stock, en revanche, sont produits par moulage. La différence entre ces deux types de verres ? L'opticien choisit généralement des verres de stock dans le cas de prescriptions simples pour un coût modéré, pour un usage de lecture ou pour remplacer rapidement les verres par exemple. Contrairement aux verres de prescription, les verres de stock sont produits en grandes quantités et ne sont pas personnalisés. Les verres de stock permettent une correction standard de la vision mais n'offrent pas le même niveau de performance que les verres de précision individualisés. Pour produire ces derniers, l'opticien établit un profil visuel complet et détaillé du porteur de lunettes, qui sera intégré dans le processus de fabrication de ses verres.
La réalisation de verres individualisés en seulement neuf étapes
-


1. Préparation
De nos jours, une grande partie du processus de fabrication des verres est automatisée. Après l'envoi de la commande de verres par l'opticien à ZEISS, la première étape de production commence : les verres sont calculés individuellement et les données nécessaires à leur production sont générées. Un code-barres est attribué à chaque ordre de production de sorte que les données requises pour la fabrication des verres puissent être identifiées en temps réel à chaque poste, puis chargées sur le poste d'usinage correspondant.
Les palets semi-finis sont sélectionnés automatiquement dans l'entrepôt selon la prescription. Les palets semi-finis possèdent déjà une puissance optique définie sur la face avant. La technologie freeform de ZEISS est uniquement appliquée à la face arrière pour adapter les verres aux besoins du porteur. Les palets semi-finis sont retirés automatiquement des stocks et positionnés sur un plateau. Ils entament alors leur périple : des tapis de convoyage transportent le plateau d'un poste d'usinage à l'autre jusqu'à obtention de deux verres de lunettes finis. -

2. Glantage
L'étape suivante est celle du glantage. Une protection est appliquée sur la face avant du semi-fini, qui est ensuite fixé à un dispositif appelé glanteur au moyen d'un alliage liquide. Cette étape est indispensable pour garantir une fixation et un usinage corrects des verres dans les machines.
-

3. Ébauchage
Une fois le glantage terminé, le verre est façonné de manière à lui donner la forme requise et les caractéristiques prescrites. Avec la technologie freeform de ZEISS, la face avant des palets semi-finis présente déjà une puissance optique correctrice à leur retrait des stocks. Seule la face arrière doit encore être usinée et façonnée pour répondre aux besoins de chaque porteur. Une machine-outil à commande numérique (CNC) à 5 axes est utilisée pour donner au verre la forme requise et les valeurs indiquées sur la prescription du porteur de lunettes. Ce processus prend environ 90 secondes. En fait, trois étapes différentes sont réalisées pendant ce laps de temps : les verres sont dégrossis, façonnés, puis des dizaines de milliers de points d'usinage sont définis avec une pointe diamantée. Cette méthode permet au fabricant d'adapter librement la surface optique, d'où l'appellation freeform, et ce en les individualisant pour chaque porteur.
-
4. Polissage et gravure
Durant le polissage, la surface de chaque verre est polie sans modifier ses propriétés optiques. Une surface parfaite est essentielle pour garantir la bonne adhésion des traitements appliqués sur le verre. Un sigle ZEISS pratiquement invisible est gravé au laser dans chaque verre. Ce marquage positionné avec précision joue un rôle important pour garantir la qualité du verre ainsi que pour l'apposition d'un tampon provisoire qui facilitera ensuite le meulage et le centrage des verres.
-
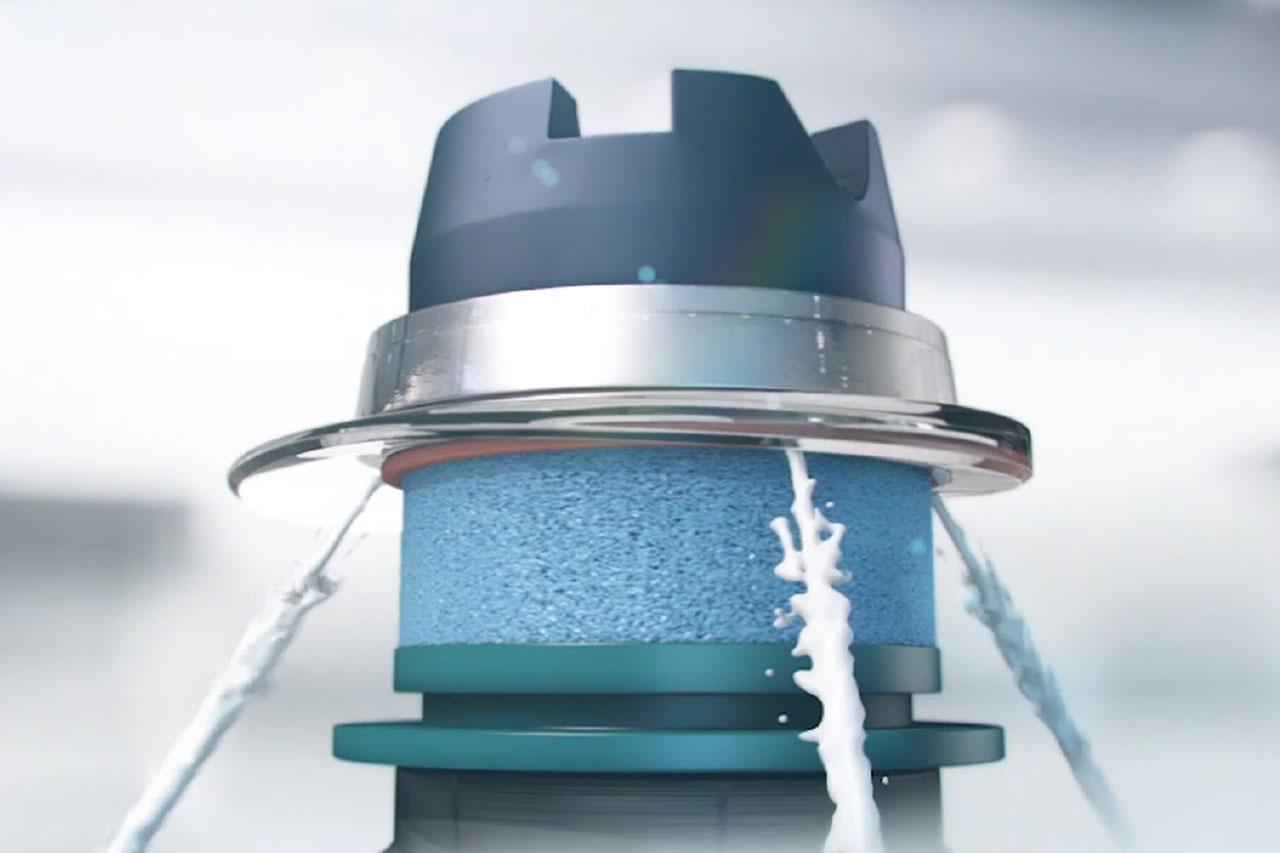
5. Déglantage et nettoyage
À présent, le verre est déglanté, c'est-à-dire qu'on le retire du glanteur avec précaution. Pour cela, il suffit de le plonger dans de l'eau chaude, l'alliage métallique qui rattache le verre au glanteur fondant à un peu moins de 50° C. Ensuite, le verre rentre dans un cycle de nettoyage automatique : des brosses, différents produits de nettoyage et une eau ultra pure permettent d'éliminer toute trace des verres et de les préparer au traitement. Après cela, le verre est séché par soufflage d'air chaud. Bien entendu, la protection de l'environnement est un sujet d'actualité dans tous les sites de production : des matériaux tels que les alliages métalliques sont traités et réutilisés et l'eau nécessaire à la production est recyclée de manière écologique.
-

6. Coloration
Le cas échéant, les verres sont ensuite teintés. La coloration s'effectue par trempage dans un bain colorant pour les verres organiques et par l'application de couches d'oxydes métalliques pour les verres minéraux.
Les teintures employées pour les verres organiques sont des colorants ne présentant aucun risque pour la santé ou l'environnement. Ce processus exige une grande dextérité : comme chaque verre est fabriqué individuellement et que ZEISS propose des verres teintés de toutes les couleurs, obtenir la nuance souhaitée demande une grande expérience.
-

7. Traitement
Vient ensuite la dernière étape du processus de production, qui est également la plus exigeante sur le plan technologique : l'application des traitements sur le verre de lunettes. Les traitements accroissent la résistance du verre aux rayures ainsi que sa durée de vie, ils contribuent à une vision parfaitement nette en toutes circonstances, facilitent le nettoyage, réduisent les reflets gênants et offrent de nombreux avantages, notamment pour la conduite ou devant l'ordinateur. Les verres organiques ne présentant pas la même résistance naturelle aux rayures que leurs équivalents minéraux, ZEISS les dote systématiquement d'un vernis durcisseur pour les protéger des rayures d'usage. Ce vernis est appliqué par trempage. Le choix du traitement parmi les différents vernis spécialement adaptés dépend du matériau organique et de son degré d'amincissement. Après un nettoyage à ultrasons, les couches de traitement antireflet sont appliquées par vaporisation sous vide. Il s'agit bien de couches au pluriel puisque les verres actuels peuvent en posséder jusqu'à neuf. La dernière couche de traitement rend la surface du verre extrêmement lisse et donc particulièrement résistante à la saleté et à l'eau.
-
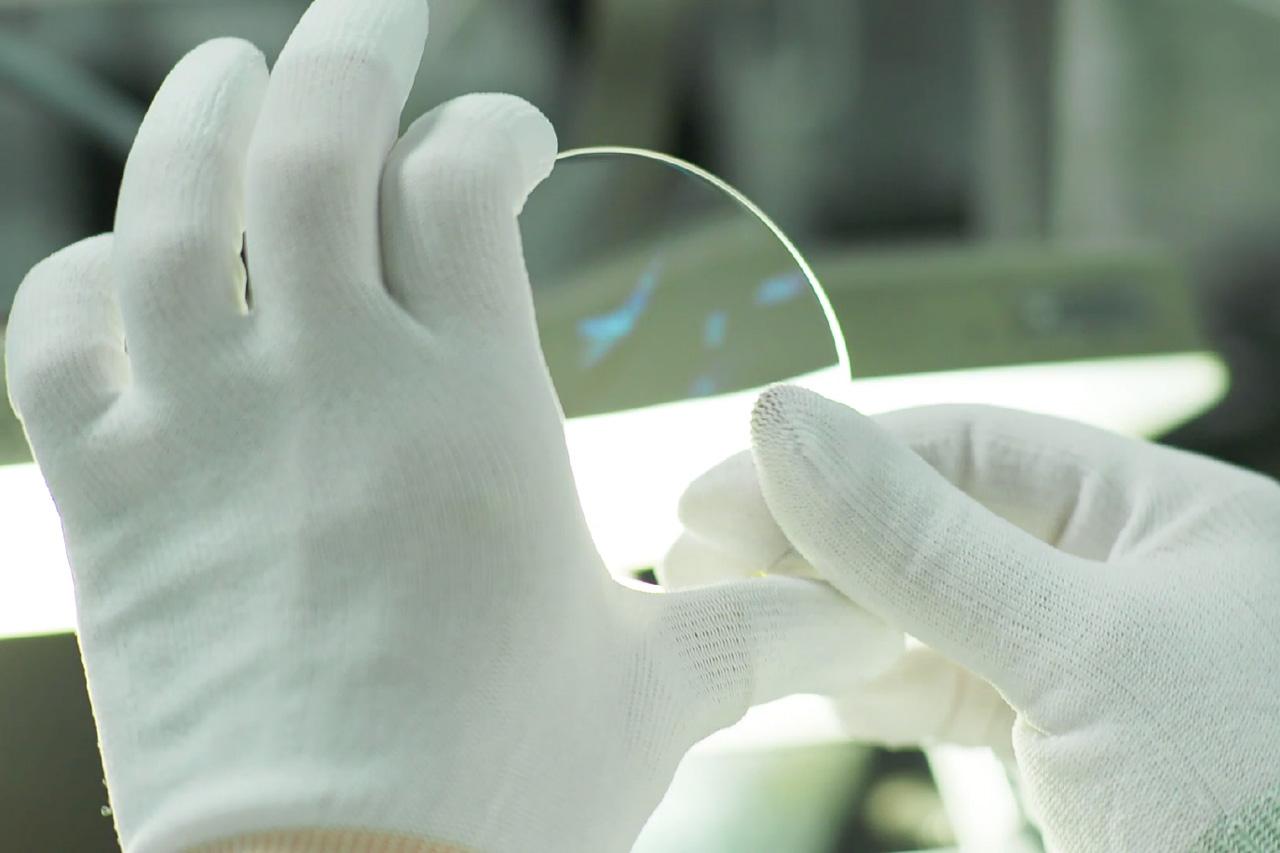
8. Garantie qualité
Les verres sont presque prêts. Mais répondent-ils aux exigences strictes de ZEISS en matière de garantie qualité ? Pour s'en assurer, chaque verre est examiné minutieusement avant la livraison. Un contrôle visuel permet d'exclure la présence de poussières et d'altérations, un contrôle automatisé garantit que chaque verre satisfait aux spécifications en termes de dioptries, d'axe, de cylindre, d'épaisseur, de design et de diamètre. Si le verre est sans défaut, il est « tamponné » durant l'étape finale. Ce tampon est utilisé pour aligner le verre et aide l'opticien à l'insérer correctement dans la monture. Il est effacé avant la remise des lunettes au porteur.
Le sigle ZEISS est seulement gravé une fois que toutes les étapes de la garantie qualité ont été effectuées afin de s'assurer que le verre possédait réellement les qualités d'un produit ZEISS. Ce sigle est notre signature – une promesse de qualité gravée sur chacun de nos verres.
Et si vous souhaitez une signature personnalisée, vous pouvez demander à faire graver vos initiales sur le verre !Petite anecdote : saviez-vous que le service de coloration de ZEISS employait uniquement des femmes ? La raison en est que les femmes ont tendance à mieux percevoir les couleurs que les hommes, de sorte qu'elles sont particulièrement aptes à distinguer de légers écarts par rapport à la norme.
-

9. Montage
Montage est le terme employé pour désigner l'insertion des verres dans la monture. Il est généralement effectué par l'opticien. Toutefois, ZEISS peut s'en charger sur demande. Cette opération exige une précision au micron près car seuls des verres bien centrés permettent de corriger parfaitement la vue.









Comment les verres de stock et les palets semi-finis sont-ils fabriqués ?
Les verres de stock et palets semi-finis en matière organique sont produits par moulage : des additifs spécifiques, tels que des absorbeurs d'UV, sont ajoutés à la matière liquide (les monomères). Ce mélange est coulé dans des moules, durci, puis traité de manière à réduire la tension interne. Le palet semi-fini est alors prêt à l'emploi. S'il s'agit d'un verre de stock, il sera pourvu d'un vernis protecteur durcissant, d'autres traitements pouvant être appliqués si nécessaire.
Pour les verres minéraux semi-finis, le processus est un peu différent : des matières premières naturelles, telles que le quartz, le carbonate de potassium, la soude et l'oxyde, sont fondues entre 1400° C et 1500° C. Il en résulte une masse de verre, qui est ensuite versée dans une presse qui produit un bloc de verre d'un à trois centimètres d'épaisseur. C'est ce qu'on appelle le palet. Durant l'étape suivante, la face avant est usinée. Une meule diamantée donne au verre la forme requise tandis que le polissage lui donne la transparence nécessaire. Nous avons à présent un palet semi-fini transparent qui a déjà été surfacé d'un côté.
La fabrication des verres bifocaux minéraux et organiques
Les verres bifocaux sont des verres dotés d'une zone pour la vision de près et d'une zone pour la vision de loin. Ils peuvent être minéraux ou organiques. Toutefois, la méthode de fabrication diffère énormément selon le matériau. La fabrication des verres bifocaux minéraux implique l'intégration d'un segment additionnel d'indice plus puissant dans la partie inférieur du palet semi-fini. Le verre est alors adapté pour la vision de près. Pour commencer, la face arrière du segment additionnel est surfacée et polie. Sa face incurvée est ensuite placée dans l'évidement du verre de base, puis on les fait fusionner dans un four, avant de les doucir jusqu'à ce qu'ils ne fassent plus qu'un. Après cela, les faces avant et arrière du verre bifocal semi-fini sont à nouveau doucies et polies.
La fabrication de verres bifocaux organiques est beaucoup moins complexe que celle des verres bifocaux minéraux. En effet, la puissance de la zone de vision de près n'est pas obtenue en intégrant un segment additionnel, mais grâce à une courbure plus importante de la zone concernée. Cette courbure est obtenue à l'aide d'un moule adapté dans lequel le palet semi-fini est coulé.
La fabrication des verres progressifs
Pour concevoir des verres progressifs, il est essentiel de connaître l'usage auquel ils sont destinés : le porteur a-t-il des exigences spécifiques ? Souhaite-t-il par exemple utiliser ses lunettes pour travailler à l'ordinateur ou les portera-t-il pour ses activités de tous les jours ? De nombreux facteurs entrent en jeu pour calculer le design d'un verre, un peu comme une équation mathématique comportant des centaines d'inconnues. Vous ne serez donc pas surpris de lire que la fabrication de ces verres est une tâche complexe. Une machine de surfaçage spéciale donne le design calculé au palet semi-fini. Un verre progressif est optimisé au cours de nombreuses phases de test avant le lancement de la production en série. Le design des verres progressifs est modifié à plusieurs reprises et des ajustements de précision sont effectués avant que les premiers prototypes soient disponibles. Des testeurs portent les verres au cours des différentes étapes pour s'assurer qu'ils seront bien tolérés. La production en série et la commercialisation commencent seulement lorsque les testeurs sont satisfaits d'un design de verre particulier.
Problèmes de vision et maladies oculaires – que faire si votre vision est restreinte
Les verres de stock sont parfaitement adaptés à de nombreuses activités et à de nombreux défauts visuels. Toutefois, une paire de lunettes sur mesure vous apporte bien plus. Par exemple, les verres de stock prennent en compte la prescription pour chaque œil mais pas la position précise devant l'œil. Or, plus on tient compte de la position des yeux du porteur derrière la monture pour la fabrication des verres, plus ceux-ci garantissent une vision optimale et naturelle au porteur. Pour cela, l'opticien doit non seulement identifier le point de fixation, mais aussi de nombreux autres paramètres et ce, au dixième de millimètre près. Plus l'opticien dispose d'informations sur le porteur, plus ZEISS sera en mesure d'optimiser le design des verres. Il peut s'avérer opportun que l'opticien recoure au matériel de mesure ZEISS car cela permet d'éviter des « erreurs de transmission des données ».
Une vision naturelle et détendue est uniquement possible si la monture, les verres, les besoins visuels individuels et la forme du visage sont en parfaite harmonie, en particulier dans le cas des personnes âgées ou atteintes de défauts visuels moins courants. La technologie freeform de ZEISS tient compte d'un grand nombre de données personnelles pour la fabrication des verres et permet grâce à des calculs compliqués de produire des verres d'une précision telle que le porteur jouit d'une vision optimale avec la monture de son choix. Vous bénéficiez ainsi d'une vision claire à différentes distances dans le plus grand champ visuel possible et de lunettes que vous tolérez parfaitement. Plus la situation est complexe et unique, plus les différences entre les verres de stock et les verres individualisés sont significatives.











